Laminate Flooring Rivals Hardwood
Laminate Flooring Rivals Hardwood
Laminate flooring has become a rival for top choice in flooring. It is presently the second most highly searched for flooring material on the web next to luxury vinyl. For many years hardwood was the unrivaled premium choice in the flooring industry. With advances in technology laminate has become in many ways comparable to hardwood. It is no longer just a cheaper alternative that only looks half decent from a distance. With it’s durability, affordability and it’s close resemblance to more costly wood and stone materials, laminate stands out as a most popular selection for both residences and business floors.
In this article we’re going to cover everything you need to know about laminate flooring along with it’s main advantages including:
- Construction and Durability
- Affordability
- Wide Selection
- Ease of Installation
- Ease of Maintenance
- Environmental Friendliness
Laminate Flooring Described In a Nutshell
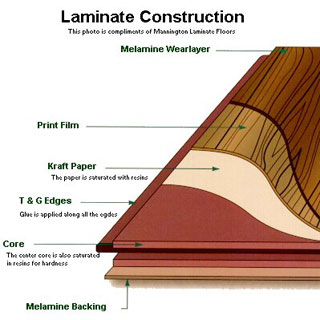
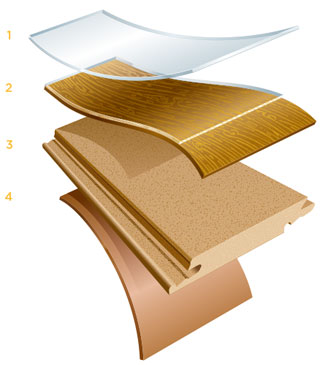 Laminate flooring planks, also called floating wood tiles, are a synthetic flooring product. They are manufactured by a process of bonding together four or five main layers of materials. A bottom plastic layer serves as a moisture barrier (4). A thick inner core consists of high density compressed wood fiberboard (3). A decorative layer of multiple sheet photo paper fused together with melamine resin gives it a realistic look (2). And on the very top is a protective clear coat layer usually made of aluminum oxide with melamine resin (1).
Laminate flooring planks, also called floating wood tiles, are a synthetic flooring product. They are manufactured by a process of bonding together four or five main layers of materials. A bottom plastic layer serves as a moisture barrier (4). A thick inner core consists of high density compressed wood fiberboard (3). A decorative layer of multiple sheet photo paper fused together with melamine resin gives it a realistic look (2). And on the very top is a protective clear coat layer usually made of aluminum oxide with melamine resin (1).
The high resolution digital photo image layer enables laminate to look exactly like all types of finished hardwood and stone surfaces. And the clear coat on top protects the design from fading, stains and scratches. The end product is tough, durable and moisture resistant. And because less hardwood is used it is more affordable than hardwood flooring, generally 20-25% less. With it’s durability, lower cost, wide selection and relative ease of installation and maintenance laminate flooring has become the most popular flooring option today.
History and Invention of Laminate Flooring
 Laminate flooring was originally introduced by a Swedish company called Perstorp. Perstorp is an innovative chemical enterprise that was established in the 1880’s by it’s entrepreneurial founder Wilhelm Wendt. It was first setup to produce acetic acid, tar, charcoal and wood alcohol. Today Perstorp has evolved into a world’s leading producer of specialty chemicals used in a wide variety of industries and everyday products. From a small family business the company has grown into a modern world enterprise with manufacturing plants in Europe, North America and Asia.
Laminate flooring was originally introduced by a Swedish company called Perstorp. Perstorp is an innovative chemical enterprise that was established in the 1880’s by it’s entrepreneurial founder Wilhelm Wendt. It was first setup to produce acetic acid, tar, charcoal and wood alcohol. Today Perstorp has evolved into a world’s leading producer of specialty chemicals used in a wide variety of industries and everyday products. From a small family business the company has grown into a modern world enterprise with manufacturing plants in Europe, North America and Asia.
As the founder of Perstorp Wilhelm Wendt pioneered the invention & production of many thousands of products. By the 1940’s Perstorp was producing as many as 10,000 different plastic and glass products with items ranging from masts to billiards. The company has since developed with a goal towards environmental awareness, producing many ‘green’ products intended to improve the environment. It has been recognized with multiple safety and environmental awards. In the past decade several significant green products have been introduced including:
- renewable vehicle fuel made from rapeseed methyl ester
- Polyol Holtac™, an alternative replacement for lead in pvc plastics
- Penta, Voxtar™, a renewable product intended to cut the carbon footprint by up to 75%
Laminate, originally invented by Perstorp beginning in the 1920’s has become a common material approved for green/environmetal friendly building standards today. The country itself where Perstorp was founded, Sweden, also happens to be a world leader in development of green living and renewable energy resources. With over 3,000 wind turbines in use Sweden is gearing towards one hundred percent renewable energy by 2040.
Perstorps’ production of laminates in the 1920’s grew as laminate became popular in Europe by the 1950’s. By the 1970’s Perstorp became the largest exporter of decorative laminate flooring. Though at this stage laminate flooring was more of a cheap imitation flooring material that could not stand up in comparison to hardwood flooring. Innovations in technology were still yet to come that would make laminate wood flooring as durable and realistic looking as real hardwood.
Product development ramped up and in the 1980’s Perstorp launched Pergo, a company division focused specifically on flooring production. Pergo, now part of Mohawk Industries, is today’s most well known brand and manufacturer of laminate flooring. Currently there are thirty five different manufacturers of laminate offering a huge variety of design and innovation.
Until the mid 90’s all laminate planks and laminate floor tiles had tongue and grooves that needed to be glued together. Then in 1996 glueless laminate flooring was introduced by another Swedish company named Välinge Aluminium (Välinge Innovation). Their products named Alloc and Fiboloc came with an interlocking groove system. This eliminated the need for glue, making the installation process far more clean and simple. In the following year Unilin, another flooring company from Belgium also happened to come out with an interlocking product called Quick step flooring. Despite ensuing controversy between the two companies, both have been credited with the invention of glueless flooring. Today both companies issue licenses for it’s production to all the many manufacturers producing glueless laminate, the most common type of laminate flooring.
Laminate Flooring Options
Todays’ available selection of laminate flooring comes in a seemingly endless variety of options. To simplify things a bit there are basically five categories of options:
1. Construction type: there is basically either Direct Pressure (DP) or High Pressure (HP). Related to construction type is thickness which is commonly 6, 8, 10, and 12 millimeters. The thicker the more durable and expensive.
2. Certifications based on constuction and materials which measure overall quality, durability and impact on indoor air quality: namely the AC rating (Abrasion Class), NALFA Seal (North Amercian Laminate Flooring Association), CARB Certification (California Air Resources Board) and FloorScore Certification
3. Design type which offers vast choices in colors and all types of replicated materials like wood, stone and ceramic
4. Installation type of which there are several namely click lock, tongue and groove, pre glued and pre attached underlay
5. Manufacturer and warranty
Construction of Laminate Flooring – Direct Pressure vs. High Pressure
 The two types of construction, Direct Pressure (DP) and High Pressure (HP) mainly differ in the construction process which result in more design variety and realistic look (DP) or greater durability (HP).
The two types of construction, Direct Pressure (DP) and High Pressure (HP) mainly differ in the construction process which result in more design variety and realistic look (DP) or greater durability (HP).
Direct Pressure Laminate is more widely available, has more design options and is less costly. It consists of the four main layers described above – the bottom backing layer, the inner core fiberboard, the design layer and the clear protective layer. A key element in the construction is the infusion of melamine resin into the layers.
Melanine resin is a type of plastic which is extremely durable. The bonding of this type of melanine through the layers results in a material which is more resistant to moisture, fire, chemicals and scratching than natural hardwood. Multiple layered image paper sandwiched with melamine resin allows for the effect of realistic texture and depth similating hardwood grain and other surfaces.
The bottom layer of melamine plastic secures the floor and adds moisture protection. The core layer of melamine bonded wood fiber and adhesive gives thickness, rigidness and durability. The photographic design layers of melamine coated sheets gives the realistic look. And the top clear coat gloss layer on the walking surface, usually a combination of melamine and aluminum oxide, adds resistance to scratches, stains, moisture and fading. The sheen of the gloss can range from high to low, adding another design feature.
In the Direct Pressure process these four layers are all fused together at once under 300-500 PSI of pressure. With High Pressure Laminate (HPL) substantially higher pressure of over 1300 PSI is applied along with heat. HPL has it’s outer layers bonded onto the core individually along with an additional fifth layer. The added layer is constructed of high strength layered kraft paper treated with phenolic resin. The additional processing adds more stiffness and thickness and creates an even more durable product. High Pressure Laminate offers the maximum level of moisture, wear and damage resistance as well as sound reduction. It is recommended more in commercial areas of heavy traffic. HPL generally has a rougher surface suitable for high traffic though not usually ideal for households.
Direct Pressure Laminate (DPL) is the most common type. It is perfectly suitable for households, comes in a greater variety of designs and costs less. The less costly production process with a more flexible design layer enables manufacturers to create more varied and realistic designs. Bottom line is that Direct pressure laminate is mostly best for households, offering better price and an even more realistic look, while High Pressure Laminate is mostly for commercial applications, offering maximum durability and sound reduction.
Laminate Flooring Certifications
AC Ratings
 When shopping for laminate flooring there are important certifications to look for, mainly an AC rating and NALFA Seal. AC Rating or Abrasion Class Rating is a standard industry certification from the Association of European Producers of Laminate Flooring (EPLF). The laminate flooring is put through a series of tests that measure all types of resistance and durability. It is then given an AC rating from AC1 to AC5 (AC6 recently added). Laminate is marked as unrated if it fails any of the tests. Such a product is not considered very durable in any application.
When shopping for laminate flooring there are important certifications to look for, mainly an AC rating and NALFA Seal. AC Rating or Abrasion Class Rating is a standard industry certification from the Association of European Producers of Laminate Flooring (EPLF). The laminate flooring is put through a series of tests that measure all types of resistance and durability. It is then given an AC rating from AC1 to AC5 (AC6 recently added). Laminate is marked as unrated if it fails any of the tests. Such a product is not considered very durable in any application.
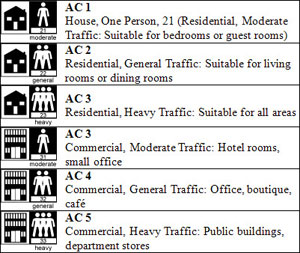
In general the higher the laminate is rated the more suited it is for higher traffic as it is thicker, more durable and more expensive. DPL is usually rated AC1 to AC4, while HPL is rated AC5 or higher. Any laminate rated AC3 or AC4 is perfectly suited for any high traffic household areas.
AC1: for low residential traffic areas (bedrooms).
AC2: for moderate traffic residential areas (living & dining rooms)
AC3: for heavy traffic residential areas, moderate traffic in commercial areas
AC4: for general traffic commercial areas
AC5: for high traffic commercial areas
AC6: only recently this rating has been added, maximum endurance for high traffic commercial areas (currently only available from Alloc)
NALFA Certification
 The NALFA Seal is a certification by the North American Laminate Flooring Association. They use independent laboratories to conduct ten different durability tests. If the product passes all the tests it is approved for the NALFA Seal. The tests include static load, thickness swell, light resistance, cleanability and stain resistance, large ball resistance, small ball resistance, water resistance, dimensional tolerance, castor chair resistance and surface bond. Laminate flooring with both an AC Rating and NALFA Seal are rigorously tested durable products. The NALFA Seal also includes the CARB air quality certification discussed next. Thus any flooring product with a NALFA Seal and AC rating is adequately tested for durability and air quality.
The NALFA Seal is a certification by the North American Laminate Flooring Association. They use independent laboratories to conduct ten different durability tests. If the product passes all the tests it is approved for the NALFA Seal. The tests include static load, thickness swell, light resistance, cleanability and stain resistance, large ball resistance, small ball resistance, water resistance, dimensional tolerance, castor chair resistance and surface bond. Laminate flooring with both an AC Rating and NALFA Seal are rigorously tested durable products. The NALFA Seal also includes the CARB air quality certification discussed next. Thus any flooring product with a NALFA Seal and AC rating is adequately tested for durability and air quality.
List of NALFA certified products
CARB Certification & Formaldehyde Emissions
 The primary standard for IAC (Indoor Air Quality) for flooring is set by The California Air Resources Board (CARB). CARB has set a standard called the Airborne Toxic Control Measure (ATCM). It measures for VOC (volatile organic compound) emissions, particularly formaldehyde. Formadlehyde is an organic chemical compound which occurs naturally and is present even in fruits and vegetables. Though in very high amounts it is considered toxic. Formaldehyde is used to formulate the melamine and phenolic resin plastics which bond the materials in laminate together and give it such durable qualities.
The primary standard for IAC (Indoor Air Quality) for flooring is set by The California Air Resources Board (CARB). CARB has set a standard called the Airborne Toxic Control Measure (ATCM). It measures for VOC (volatile organic compound) emissions, particularly formaldehyde. Formadlehyde is an organic chemical compound which occurs naturally and is present even in fruits and vegetables. Though in very high amounts it is considered toxic. Formaldehyde is used to formulate the melamine and phenolic resin plastics which bond the materials in laminate together and give it such durable qualities.
If you have heard of formaldehyde as an unsafe material, what you have heard is most likely about Urea Formaldehyde (UF). UF was formerly was used often in insulation for buildings. UF foam insulation was injected into places impractical for conventional insulation. The material was later believed to emit high levels of formaldehyde under certain conditions. Attempts were made in 1982 in the US to legally ban the material. Though it was not legally banned in the US, it was banned in Canada in 1980 and is no longer commonly used in the US, though it is still used regularly in Europe.
Formaldehyde in the melamine and phenolic resins used in laminate flooring is more tightly bound and emission is much less than with Urea Formaldehyde, thus minimizing any potential health effects. Melamine Formaldehyde (MF) and Phenolic Formaldehyde (PF) are both approved for green building standards set by US Green Building Council LEED (Leadership in Energy and Environmental Design), whereas UF is not approved for use.
CARB testing is conducted by CARB approved independent testing agencies like Interlock and Benchmark Intl. CARB’s ATCM (Airborne Toxic Control Measure) is considered the most stringent standard and is the primary standard in the flooring industry for measuring toxic emissions. Laminate flooring which is CARB certified, or with a NALFA Seal is considered having a safe level of formaldehyde emissions. In 2015 60 Minutes aired a report about flooring products from China being sold in the US and found to have high levels of formaldehyde emissions. These products however would not have a NALFA Seal or FloorScore certification and should be avoided.
Nalfa Tackles Worries Of Formaldehyde Following 60 Minutes Expose?
FloorScore Air Quality Certification Seal
 FloorScore is an additional certification for Indoor Air Quality (IAQ) related to toxic emissions. It also tests for formaldehyde emissions as well as a wider range of VOC’s. It was developed by RFCI (Resilient Floor Covering Institute) with SCS (Scientific Certification Systems) to confirm that they meet California air quality emission standards. Stringent laboratory testing is conducted on the emission levels of VOC’s. If the product passes all the tests it is approved for the FloorScore Certification seal.
FloorScore is an additional certification for Indoor Air Quality (IAQ) related to toxic emissions. It also tests for formaldehyde emissions as well as a wider range of VOC’s. It was developed by RFCI (Resilient Floor Covering Institute) with SCS (Scientific Certification Systems) to confirm that they meet California air quality emission standards. Stringent laboratory testing is conducted on the emission levels of VOC’s. If the product passes all the tests it is approved for the FloorScore Certification seal.
There are quality laminate flooring products that have an AC rating with CARB certification (or NALFA seal) alone, while many also have the FloorScore certification as well. Again, the NALFA Seal includes CARB certification. So any product with an AC rating & NALFA seal is a quality product. While the addition of a FloorScore certification is a further testimony to it’s quality. At minimum a product should have an AC rating and CARB certification.
Certified Laminate Flooring is Green Friendly
 Certified Laminate flooring is thus approved as an environmentally friendly building product. Some laminate products are even approved as sustainable wood materials by the FSC – Forest Stewardship Council. Laminates are environmentally friendly also because they do not need stains and sealers to be applied as do unfinished hardwoods. Some stains and oil based finishes can release unhealthy VOC fumes. This is a healthy advantage of laminate. Some brands even use resins which are antimicrobial.
Certified Laminate flooring is thus approved as an environmentally friendly building product. Some laminate products are even approved as sustainable wood materials by the FSC – Forest Stewardship Council. Laminates are environmentally friendly also because they do not need stains and sealers to be applied as do unfinished hardwoods. Some stains and oil based finishes can release unhealthy VOC fumes. This is a healthy advantage of laminate. Some brands even use resins which are antimicrobial.
Laminate Flooring Variety
 The popularity of laminate has brought out a vast variety of design options. Many different colors, styles and sizes are available replicating all types of wood, stone and marble. There is everything from stone, marble and porcelain to rustic, distressed wood and traditional oak, mohogony and brazilian cherry to name just a few.
The popularity of laminate has brought out a vast variety of design options. Many different colors, styles and sizes are available replicating all types of wood, stone and marble. There is everything from stone, marble and porcelain to rustic, distressed wood and traditional oak, mohogony and brazilian cherry to name just a few.
Ongoing advances in technology have continued to improve the durability, variety and realness of laminate flooring. Improvements in photography and printing presses have enabled manufacturers to create products so closely simulating real, natural materials like wood, stone and marble, that they are practically indistinguishable.
During production life size high resolution photographs are created of whole planks of wood, slabs of stone, or whatever material it may be. It could be practically anything. The high resolution captures the wood grains, patterns and textures. These aspects are further emulated in the production process where multi layered images are sandwiched with melanine resin, resulting in a totally realistic looking product.
Adding more to the realism is the process of cutting the large life size photograph into individual segments the desired size of the laminate planks. The result is a replica of the original wood plank or other material after it has been cut into pieces. These segments called screens create multiple unique patterns, just like you would have if using real material where every piece would be unique. The more screens you have in a style, the more realistic it looks. It is possible to have repeat patterns when using several boxes of laminate, however it is not an issue. So many pieces are mixed and installed in different areas that the end result is a realistic variety.
Types of Laminate Installation
Another advantage of laminate flooring is that it is easier to install than hardwood, making it practical for do it yourselfers to install and less costly to have a professional install. It is also works well with radiant floor heating systems, which are installed along with a new floor installation. Laminate flooring installation can be done practically anywhere. Glueless laminate can be placed over any type of well adhered existing flooring so long as it is flat, clean and dry with a solid subfloor. This includes wood, concrete, tile, linoleum and low pile carpet (up to ¼ “).
Glueless Click Lock
 There are several options for laminate flooring installation namely glueless click lock, glued tongue and groove, pre glued and pre attached underlay. The easiest and most common installation style is glueless click lock laminate. Glueless laminate comes with a click lock system that makes attaching them quick and easy. The floor can be walked on immediately upon installation. These type of planks and tiles are easy to install and easy to replace if damaged. There are several types of click lock laminate available with variations in the way the grooves are cut. With click lock laminate a good flat surface is required. The locking grooves could break if the floor is not flat enough or if too much pressure is applied when connecting the planks. This is more so on thinner and inexpensive laminate.
There are several options for laminate flooring installation namely glueless click lock, glued tongue and groove, pre glued and pre attached underlay. The easiest and most common installation style is glueless click lock laminate. Glueless laminate comes with a click lock system that makes attaching them quick and easy. The floor can be walked on immediately upon installation. These type of planks and tiles are easy to install and easy to replace if damaged. There are several types of click lock laminate available with variations in the way the grooves are cut. With click lock laminate a good flat surface is required. The locking grooves could break if the floor is not flat enough or if too much pressure is applied when connecting the planks. This is more so on thinner and inexpensive laminate.
Floating Floor and Underlayment
 The glueless click lock type of installation is also called a floating floor because it is not attached to the floor beneath it like it is with the glue down type. A thin underlayment of material is placed on the floor before installing the laminate. The underlayment serves several purposes. It provides a moisture/vapor barrier, sound reduction and cushions the floor. It fills in imperfections in a subfloor that is not perfectly level. And it makes a smooth even surface for the laminate floor to float on and protects the floor from friction as the floor expands and contracts with changes in the climate.
The glueless click lock type of installation is also called a floating floor because it is not attached to the floor beneath it like it is with the glue down type. A thin underlayment of material is placed on the floor before installing the laminate. The underlayment serves several purposes. It provides a moisture/vapor barrier, sound reduction and cushions the floor. It fills in imperfections in a subfloor that is not perfectly level. And it makes a smooth even surface for the laminate floor to float on and protects the floor from friction as the floor expands and contracts with changes in the climate.
Several types of materials or combinations of materials are available for the underlayment such as poly foam, poly plastic, foil, cork, and rubber. What is required for the underlayment will depend on the type of subfloor.
If it is concrete then a vapor/moisture barrier is required, whereas on a wood subfloor a vapor/moisture barrier it is not required. On a wood subfloor a moisture barrier is not necessary and it is better for the wood to be able to breath. Standard underlayment, which is just poly foam padding, can be used alone on wood subfloors. In many situations it is sufficient.
If required there are underlayments which provide more enhanced sound reduction. Some are called 2-in-1 where they have plastic film on foam for padding plus vapor barrier, or 3-in-1 – padding, moisture barrier and sound barrier all in one. Or you can get a moisture barrier alone (usually 4-6 mil thick plastic) and get the foam separate.
Pre Attached Underlay
There are also available laminate planks with a pre attached underlay. These are meant to eliminate the need to put down the underlayment making the installation easier. These would be more suitable on a wood subfloor in a situation where sound reduction is not much concern. Though planks with pre attached underlay are easier to install, the gaps in between the padding will not help with sound reduction and in creating an impenetrable moisture barrier. Where a moisture barrier and sound reduction are required, laying down a quality underlayment is going to be a much better quality install.
Glued Tongue and Groove Laminate
 Glued down tongue and groove style is the original install type that was used before the glueless click lock system was invented. It still has it’s advantages because the glue seals the planks together making the floor more resistant to water and spills. This is ideal for areas like kitchens or bathrooms where moisture can be an issue. The glue also secures the floor very tightly in place. Walking on it has the feel of a solid hardwood floor. On a glueless floating floor you’ll have more of a padded, cushioned feel when walking on it due to the underlayment. With a glued down install the glue serves as a moisture barrier, so there is no need for an underlayment. Thus you get the feel of walking on hardwood.
Glued down tongue and groove style is the original install type that was used before the glueless click lock system was invented. It still has it’s advantages because the glue seals the planks together making the floor more resistant to water and spills. This is ideal for areas like kitchens or bathrooms where moisture can be an issue. The glue also secures the floor very tightly in place. Walking on it has the feel of a solid hardwood floor. On a glueless floating floor you’ll have more of a padded, cushioned feel when walking on it due to the underlayment. With a glued down install the glue serves as a moisture barrier, so there is no need for an underlayment. Thus you get the feel of walking on hardwood.
Because the tongue and groove joint is more durable it is also better suited for areas with high changes in temperature and humidity as well as areas that are not very flat like joists. With the no glue click lock type the joint is more susceptible to breakage under such conditions. The glued tongue and groove type of installation however requires more professional skill and is also more difficult to replace planks if damaged.
Tools and Materials Required for Glueless Laminate Flooring Installation
Tools: table saw, hand saw & circular saw (or jigsaw), hammer, rubber mallet, string line, measuring tape, square, compressor and nail gun (optional for baseboards), putty knife, utility knife, stud finder, pry bar
Materials: Click lock laminate, underlayment, tape for underlayment (if not self adhesive), floor leveling compound if needed, baseboard (optional), shoe molding, other transition moldings if needed
Molding Types
 Molding is required to put the finishing touches on a floor. It gives a finished look to the floor and covers gaps and transitions to other areas with different flooring. The laminate floor requires an expansion gap (1-10 millimeters) where it meets the wall to allow for expansion and contraction of the floor which occurs naturally with changes in temperature and humidity. There are several different types of molding available for different areas. Moldings are often not exact match of the flooring design. They come in various colors or can be painted or stained accordingly to complement the floor.
Molding is required to put the finishing touches on a floor. It gives a finished look to the floor and covers gaps and transitions to other areas with different flooring. The laminate floor requires an expansion gap (1-10 millimeters) where it meets the wall to allow for expansion and contraction of the floor which occurs naturally with changes in temperature and humidity. There are several different types of molding available for different areas. Moldings are often not exact match of the flooring design. They come in various colors or can be painted or stained accordingly to complement the floor.
Quarter Round – The most simple and common type of molding. It’s short and shaped as a quarter of a cylinder. It’s cheapest and easiest way to cover the expansion gap and put on a finishing touch. What’s called Shoe Molding is a thinner type of Quarter Round
Wall base (baseboard) – Also a very common type of molding used to cover the expansion gap. Baseboard is taller and is often used in combination with quarter round.
T-Molding – Used to create a transition to an area with different type of flooring of equal height. Often it is used in doorways between rooms woth different floors.
Reducer Strips – Used for transitions to areas with different types of flooring which are lower, like laminate, vinyl or thin carpet. There is a flush reducer and an overlap reducer which serves the same purpose but leaves an expansion gap for the laminate floor.
Threshold – Another type of transitional molding often used between the laminate and high pile carpet or against sliding glass door tracks.
Square Nose Reducer (End Cap) – Similar to a Threshold, it covers the expansion gap in places where baseboard or Quarter Round cannot be installed such as against fireplaces or brick.
Step Down Stairnose – Molding pieces used on the front edge of steps where laminate is installed. A Flush Stairnose is used for glued down installations. An Overlap Stairnose is used for floating floors as it allows for the expansion gap and covers it.
Multfunctional – Some manufacturers offer an all in one multifunctional type of molding that can be cut and used as the different types of moldings. These are very convenient when one is uncertain exactly what type of moldings will be needed for the job.
Maintenance
The protective layer of laminate makes it easy to maintain. It only requires sweeping, dry mopping such as with a microfiber mop, and an occasional wipe down with a damp cloth. Vacuuming with a wand is ok though vacuuming with a beater brush should be avoided. Occasional cleaning with cleaner made for laminate is good, though cleaners or polish for other floors types should be avoided as they can dull the surface.
Even though the surface is durable, to keep the floor long lasting it is always best to keep it free from abrasive dirt. Place mats at outside entrances. Keep pet nails trimmed. Felt pads should be used on feet of furniture to prevent scratching. Though laminate is quite moisture resistant, you still want to avoid letting too much liquid sit on the floor. Do not use a wet mop. Wipe up water spills right away. Sitting water can cause eventual swelling of the planks. In case of any damages nicks or scratches can be repaired with a color-match kit. And planks can be pretty easily replaced.
* Pergo offers a product line called Outlast+ with SpillProtect24 limited lifetime warranty stating “the floor will resist damage from moisture due to wet mopping and everyday household spills removed within twenty-four hours”
Laminate flooring is not like hardwood where it can be sanded and refinished. However the surface of laminate is generally longer lasting than that of hardwood. Hardwood floors may need refinishing every 5-10 years. Laminate floors on average last 15-25 years though they can last only 10 or as many as 30 years depending on the conditions and quality of laminate. With hardwood floors because thy can be refinished they can last as much as 100 years or more.
Choosing Your Laminate and Shopping
After considering all of the above, if you decide that laminate flooring is your choice, you may want to check out our virtual designer tool page. Several tools are available where you can upload an image of your room and see how it will look with different types of flooring. You can get some good idea of the color and style you are looking for. Consider contrasting colors. Light colors can help a room look bigger and darker colors can create a more intimate feel. From there you can see what’s available online and then go out to stores to see what the products actually looks and feel like.
As a reminder here are the main things to consider when shopping for laminate:
* Color * Style *Price *Installation type (glue or nonglued) *Certifications: AC Rating, CARB Certification, Nalfa Seal (includes CARB), FloorScore (as an added bonus) *Square Footage and moldings required *Warranty
We’ve seen that sometimes all these details about certifications are not given on retail websites like Homedepot.com. You can check manufacturers websites also for these details. We’re providing the link below to all the available manufacturer websites. As mentioned there are around 35 laminate manufacturers. Some of the top quality manufacturers are Pergo, Armstrong, Mannington, Bruce, Quickstep, Shaw, Alloc, Mohawk. Here’s a list of all the manufacturers and their websites.
If you decide to go with a professional for your laminate flooring installation, contact us for service in the New York Metro area.